-
Servo Press

Major Product Applications
In response to the shift to high-tensile sheet steel for weight reductions, Sankei has been teaming up with stamping press makers to develop forming dies and to enhance the rigidity and precision of stamping presses. By combining them with motorized hydraulic servo die cushions, it was possible to achieve high precision in cold drawing high-tensile steel sheet, which had previously been very difficult. These are now being used to mass-produce center pillars and roof side panels, which form the framework of today's automobiles.
-
To promote high precision in stamping and net-shape processing, we have introduced high-precision UL presses. This astonishing improvement in dynamic accuracy has enhanced product precision, and also makes it possible to extend die life by a factor greater than 10 times. By utilizing a 9-point support for the slide, having zero-clearance slide guides, and a high-rigidity frame, we have also been able to achieve progressive press work, fine blanking, and Flow Control Forming (FCF).
-
The hydraulic counter press makes it possible to produce a deep draw, which was virtually impossible using a conventional stamping press. By utilizing hydraulic pressure to drive the punch with an even force into the blanking material, it is possible to obtain a deeply drawn shape. At present, this is being used primarily for mass-production of large-scale deep-draw products such as heavy equipment hoods and high-roof tractor-trailer cabs.
-
Laser/Punch Combination Machine
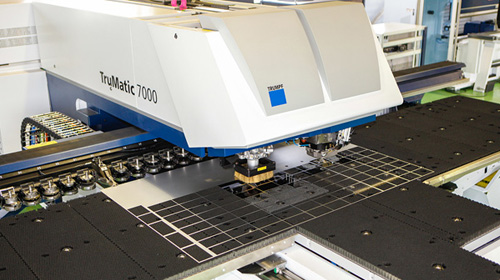
Major Product Applications
This machine holds multiple dies of varying geometries, including rounded, angular and elliptical, in a die holder known as a turret, and automatically performs punching of thin sheet steel or stainless steel, burring, tapping, and other operations. The machine is also equipped with a laser cutter, which can be used for blanking of complex shapes simultaneously with punching.
-
Hydroforming Machine

The hydroforming machine fills the pipe with fluid and while applying high internal pressure, shapes the part to a metal die. Since it can be used to form complex shapes and press-fit shafts, plate pressure reduction can be minimized which contributes to cost reduction and weight savings by enabling single-piece fabrication.
-
Transfer Press

Major Product Applications
Rather than having multiple stamping operations performed by independent presses in different process areas, the transfer press is designed so that a single stamping press combines multiple dies, and by automatic transfer devices, the materials for each process are simultaneously conveyed (progressively) to stamp all parts in the progression at once. The transfer press completes all operations in one stroke. Since it works continuously and automatically, it boasts high productivity. (The photo shows a 2500-ton transfer press.)

