-
Laser Welding
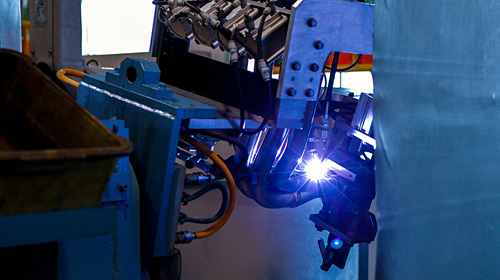
Laser welding concentrates laser light into a beam focused at target area. In laser welding, the welds are performed rapidly and with deep penetration. Also, because the thermal effect is very small, laser welding is ideal for products in which heat deformation must be avoided. On the other hand, the weld edge gaps are critical. However, Sankei has overcome this drawback by enhancing individual weld precision.
-
As in TIG welding, a tungsten electrode is used in plasma welding to generate an arc, and this is concentrated by hydrogen gas to weld. Sputter generation is minimal, and a clean weld appearance is obtained. One feature of plasma welding is that since the arc beam width is narrower than in TIG welding, there is little heat deformation.
-
MIG Welding

Major Product Applications
In MIG (Metal Inert Gas) welding, the arc is generated from an automatically fed welding wire, and the wire itself is melted as the two edges are joined or welded together. MIG welding enables joining areas with large gaps, by building a large bead in the process. It is suitable when high-strength welds are needed. (Photo) At Sankei, we have introduced a sputter-less machine to prevent the occurrence of metal melting from the high heat of sparks generated or scattered during welding. This also lightens the task of sputter clean-up after welding.
-
TIG Welding
TIG (Tungsten Inert Gas) welding is arc-welding using a tungsten (or tungsten alloy) electrode and an inert gas as a shield gas. A smooth, glossy, clean joint appearance can be obtained from TIG welding. (Photo) In titanium welding, we can avoid embrittlement by continuously spraying argon gas on the weld area to serve as a back-shield or after-shield that prevents contact with air. This enables a highly durable weld.
-
Resistance Welding
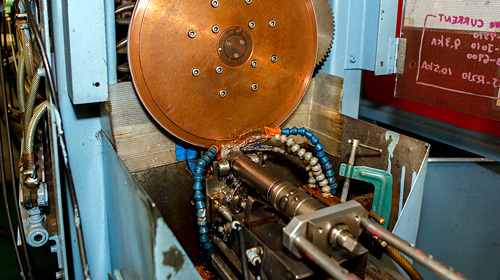
Resistance welding is a method whereby the metals to be joined are overlaid and an electrode is used to pass current through and heat the area to weld them together. In seam welding, the elliptical electrode is applied top-to-bottom over the materials, and the resistance weld is done by rotating the elliptical electrode while passing current through them. Since the welded areas become contiguous, there is little build-up of mechanical stress, and a good strength can be obtained, also ensuring the weld is airtight. (Photo shows welding of a titanium pipe.)
